


鏡面磨削用樹脂砂輪”SHINE G”
砂輪產品 » 傳統砂輪
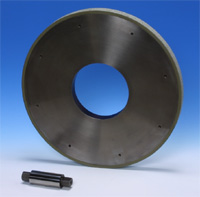
鏡面磨削用樹脂砂輪”SHINE G”
該砂輪採用特殊的低彈性結合劑黏合細微的金剛石磨粒,從而實現優良的鏡面磨削加工。
特點
‧採用獨特的磨削方式,實現優良的鏡面加工。
‧有效磨粒數量多,磨削性能佳,從而保持穩定的加工面粗度。
‧磨粒的平均穿透深度較低,不易產生刮痕,有效控制毛刺產生。
磨削數據
縱向進給無心磨削
|
磨削砂輪 |
SD1200Y 405×150×228.6 |
|
導輪 |
A150R3R30 255×150×127 |
|
研削液 |
SEC-1500P(稀釋倍率×50) |
|
砂輪綫速 |
2000m/min |
|
進給速度 |
25m/min |
|
工件 |
外圓輥 |
|
工件材質 |
SUJ2(HRc60) |
|
前加工粗糙度 |
Rz0.5~0.7μm |
結果
製造範圍
|
粒度 |
#600~#4000 |
|
尺寸 |
外徑 φ10~φ455 |
|
厚度 5~200 |